Hardware
I have been working from a mixture of different rooms in my home, hotels, private offices and project offices for 12 years. When I am at home I can control the equipment I use and the environment I work in, when I am on the road I have less control.
So I need a single setup that uses the same basic computer and gives me a range of options for layout and setups that I can use effectively in my home and regular office and when I am travelling.
I also have several set ups that I use at home. I work a lot – around 16 hours a day. In order to spend some time in the presence of my family I do my evening work in a shared space. So I have two home setups. One for the home office (for office hours) and one I use on the dining table in the evenings and weekends. (I also have a ‘real’ office, but I don’t work out of there too often, what’s the point?)
The central processing unit: I use a PC laptop. I don’t care too much about the specification or manufacturer. I have had good and bad luck with HP, Dell, ASUS, ACER and just about everyone else. They always tend to start to get glitchy after two years so I have to ‘refresh’ my laptop on a regular basis.
Computers ‘n’ stuff
Right now I have a Dell GS5590. This has (so I am told) some processors that are ‘pretty fast’. I used to build my own PC’s and used to be into all of the nerdy specifications. In the last few years computers have just become a tool so I don’t care too much about the details and long as they do what I want. In general I need at least 16G ram and a large solid state hard drive. If your storage is fast enough the page file is a reasonable substitute for more RAM. I also need a good graphics card.

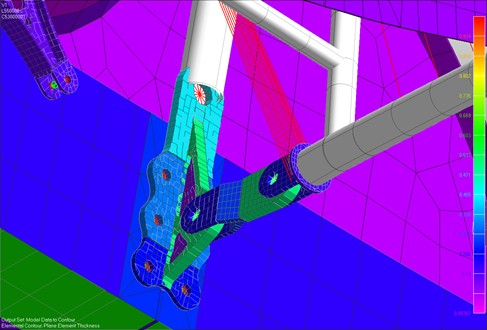
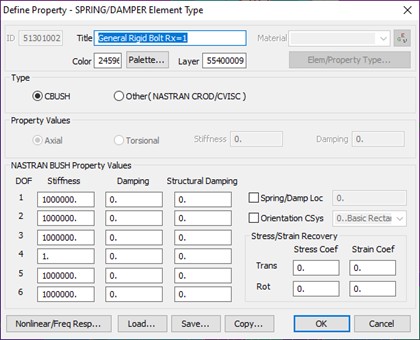
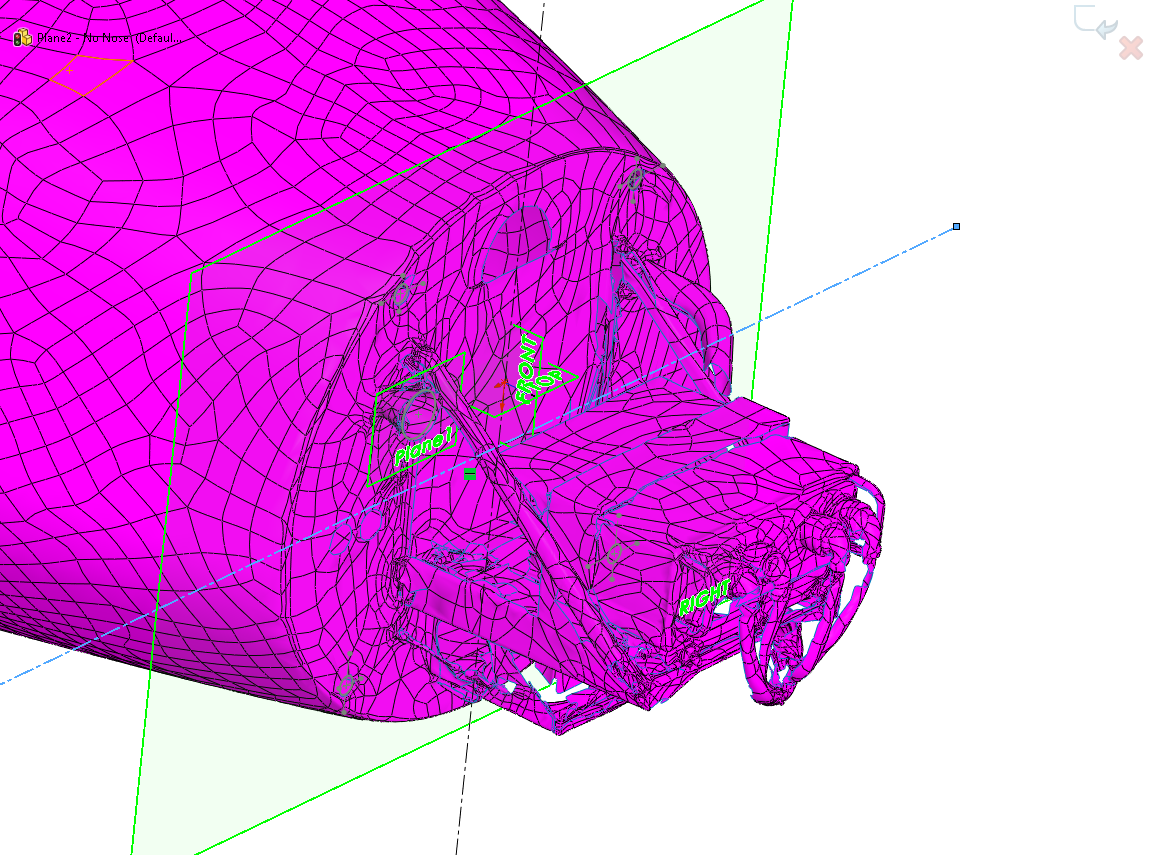
I run CAD and Finite element analysis and it gets a little slow very occasionally but I usually run up against the limits of the software before I hit the limits of the hardware.
The last laptop I had was a high end Alienware Laptop – that was very capable but very heavy and was a pain when I was travelling. This new Dell has proven to be a good compromise between performance and convenience. My son is now the owner of the Alienware behemoth. We are both happy.
I use a trackball rather than a mouse, years of long hours of work means you start to value the condition of your carpal tunnels more than you thought you ever would…. – I have a logi MX Ergo trackball. I can recommend this without hesitation. It needs cleaning twice a week or so, but I regard mine as indispensable.

I use a range of screens depending on where I am, but the components are generally the same.
I always have a USB screen – this is great for travelling and at home. I have a AOC 15.6″ 1366×768 USB Monitor (E1659FWU). I had a ASUS USB screen before this one – this one is better and I can recommend it. I use this in both landscape and portrait orientation and it has a reasonable range of view angles in both modes.

I use 12.9in ipad pro for music and podcasts. I will usually slave this to a bluetooth home cinema soundbar with a reasonable subwoofer. I have two soundbars that I switch between depending on where I am in the house – a Samsung and a Polk Audio. I used to be a studio sound engineer (in a previous life) and the sound quality you can get for a couple of hundred bucks today is fabulous.

My third monitor is the variable. In my home office I now use a 65in HD TV for my third monitor. My current home office arrangement is shown below:
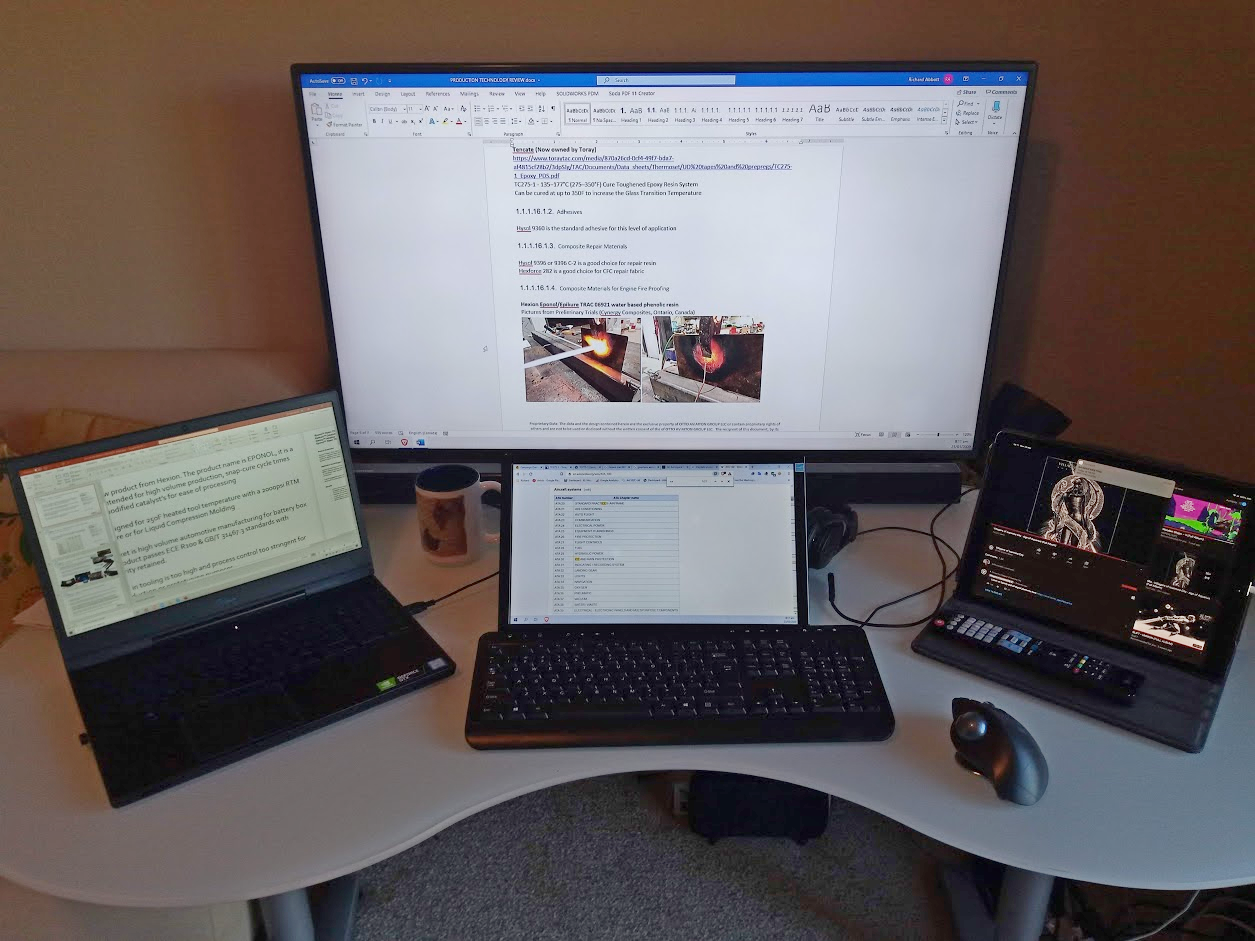
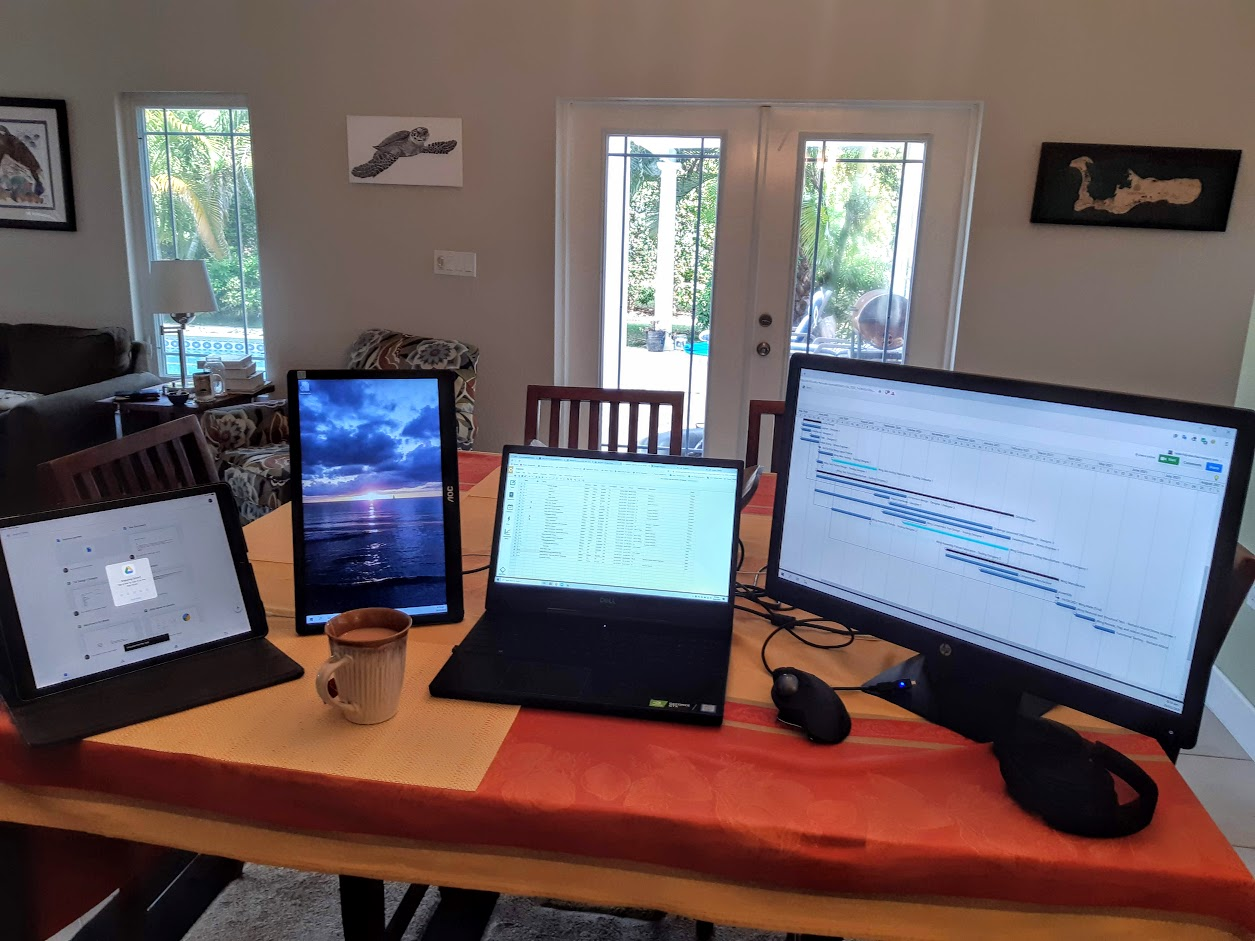
In the evening I lose the USB keyboard and use a standard desk monitor in the following arrangement (a cup of tea is optional):
When I am travelling I take the laptop, my AOC USB monitor and the Ipad with me. I use a small projector and the wall of the hotel room as a third monitor. I bought this 5 years ago on a whim and it has been incredibly useful travelling for working, making presentations and teaching class.

Wne I combine this with a little Bose bluetooth speaker I have my portable ‘hotel cinema’ for when I travel. This little projector has been dropped, beaten up and generally abused and has been solid and reliable. One of the best pieces of equipment I have ever bought. My next projector will be an aaxa product.
When I am working in the evening and travelling I use a set of Bose sound cancelling headphones. These are also fantastic for long flights at blocking out the drone of the aircraft engines and allow me to work and nap in peace.
Your Environment
You should arrange your environment to be the most comfortable and useful to you. You have the opportunity to make it the best for you. Keep on tweaking and changing it until it is the best you can make it. Get the desk, chair and keyboard height right. Get hold of the best office chair you can find. It may not seem important at first but after a month you will find parts of you will start to hurt if you get this wrong.
Get as large a desk as possible. Desk real estate (like screen real estate) is always useful and you can never have enough.
Work in a room with a door. Being able to close a door on the outside world (barking family dogs, children and general household noises) when you have to concentrate or get on an important call is invaluable.
Work so you can look out of a window. If you spend 10+ hours a day staring at a screen it is very good for your eyes to look up on a regular basis and focus on something in the distance. It is also generally good for morale to be able to see beyond your immediate environment.
I listen to music when I work and occasionally listen to news or other spoken word content (audio books, podcasts, etc) but only when I don’t have to concentrate too hard. I favor post-rock, modem stoner rock and some jazz/electrical crossover music for work. I tend to avoid music I am familiar with (too engaging) and use my time working to listen to new music (and the occasional golden oldie).
Current work Playlist: Tycho, Kal-el, Yawning Man, Valley of the Sun, Tommy Guerro, We Lost the Sea, Earth, Villagers of Ioannina City, The Elder, Mount Hush, Hawkwind.
Your Routine
Over years of working independently I find that the earlier I start the better I work and the more motivated I am. You also get a period of time guaranteed to be interruption free so you can focus on your work. I get up at 5am, get dressed, make coffee, grab breakfast and I am usually at my desk by 5:15am. I can usually get 2-3 hours of completely interruption free work first thing in the morning. No clients, subcontractors, employees or family members to engage and interrupt me.
Getting this amount of work done early on sets me up for the day. I break for lunch when I get hungry – usually around 11am and eat at my desk. I always base my timing around my clients. If there is a meeting or a call I will always regard my personal routine as very elastic. Clients come first and facetime always takes priority over everything else. When you are working remotely video calling and conferencing is vital. It is easy to get psychologically isolated from a project or group if you use email only, this can lead to a lack of commitment and involvement on your part and also from the client side. This can be the beginning of the end of a client relationship.
have learned not to place a limit on the hours I work. Working from home or offsite from your own private office is a privilege. You should respond to your clients by doing whatever it takes to make them happy, making yourself available and working whatever hours is required to do the best job you can.
Technical References
For stress analysis work there are two indispensable books, and I keep paper copies of those to hand:
Bruhn and Roark – I also keep copies of Peery and Gudmundsson close by. For everything else there is the Abbott Aerospace Technical Library.
The technical library was created for this situation. We have people working from remote locations and I needed a way to provide a consistent set of standard references and methods in a way that could be searched and linked to – all items in the library have a fixed web address. We also had to allow the latest updates to be simultaneously available to everyone. The web format also keeps people from changing file names, saving over files or moving files around on a shared server.
Many companies have internal web based intranet systems for this purpose. As we mainly use public domain sources (and we choose to make all of our internally created methods and documents public domain) it was logical to use the internet rather than a secure internal system.
Security is difficult and expensive and if you decide not to use it and arrange yourself accordingly (not using proprietary or client data), life is much easier.
General Tips
- When you are working from home it is as if you are at work. Dress and act accordingly.
- Encourage your family/flatmates to treat you like you were at work. Avoid interruptions and distraction during office hours
- Avoid putting your office in your bedroom. Keep your work in a seperate room from where you sleep.
- Keep a log of your hours and activities (I use my google calendar to log hours for my various clients).
- If you are isolated physically communication is vital. Always make yourself available for professional/technical conversations. I use every available device and app so my clients, partners and subcontractors can contact me any time and we can have a face to face conversation: Google Hangouts, Skype, Zoom, What’sapp, Cell phone, Text.
- As you will be video calling, make sure you, your background and whatever else is in the field of view of your camera is professional and appropriate.
- If you need to take a 10 minute break to stretch your legs, take a break, go into a different room or step outside. In the bad old days a lot of us used to take cigarette breaks every couple of hours. Other than catching a nasty disease and shortening your lifespan there is value in stepping out for a few minutes every couple of hours to interrupt your flow of thought and have a quick mental reboot.